Scintacor is a world leader in phosphor and scintillation technologies.
Founded as Levy West Laboratory in the 1920s, Applied Scintillation Technologies was one of the first producers of phosphors for a variety of X-ray screens. Early in its history the company made very significant contributions to the development and production of phosphors for the revolutionary H2S radar screens which were critical to the defence of Great Britain during World War II.
Applied Scintillation Technologies corporate name changed to Scintacor in 2015. Scintacor is now a world leader in phosphor and scintillation technology, manufacturing products which allow the conversion of many different radiations into light for imaging and detection. These products can be used in applications as diverse as medical and dental X-ray imaging, industrial quality control, neutron detection, oil well logging, mail, baggage and cargo inspection, analytical instrumentation and radiation protection. The impact of the company’s products can be felt from the deepest recesses of the earth to as far away as Mars and Mercury.
Your scintillation partner
We support our customers and help them reach their ambitious goals, our customers’ success is our success! Together we strive for the best solutions in order to meet individual requirements. Our expertise, our advanced technologies and our ability to react quickly and reliably will ensure our mutual success.
Focus on excellence
We make sure that our quality standards are incorporated into our work and our products through close co-operation across all departments. We commit to meeting the expectations of our customers throughout the lifetime of each product. We consider continuous improvement a task for everyone and as a BS EN ISO 9001:2015 accredited company our quality procedures allow for full product traceability.
Designed and manufactured for you
We use proven manufacturing processes that are in control and have a history of producing reliable parts. Our flexible production capabilities allow us to meet our quality criteria whether it is for a small or large, standard or bespoke order. We do not just focus on detecting and correcting defects within the manufacturing process. First and foremost, it is our aim to identify problems before they occur.
Our Products
Scintacor develops and manufactures scintillators for the detection of X-rays, neutrons, gamma rays, alpha and beta particles, UV, Visible and Infra-red radiation.
Scintacor has almost 100 years’ experience in the manufacture of columnar caesium iodide, lithium-6 and other phosphor based scintillators.
This expertise is used in all our products and guarantees that our customers receive reliable components.
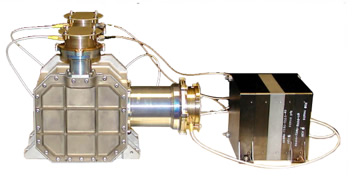
Gamma-Ray and Neutron Spectrometer (GRNS) for measuring gamma rays emitted by the nuclei of atoms on Mercury’s surface struck by cosmic rays helping to resolve the composition of Mercury’s polar deposits.
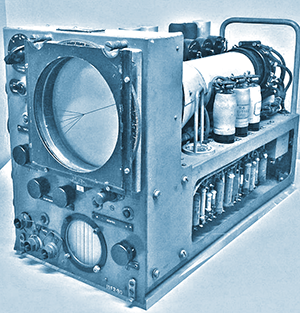
1943 H2S first airborne, ground scanning radar system
Applications
Our customers use these products in a diverse range of applications including:
Medical and Dental X-ray imaging
General radiography and fluoroscopy
Therapeutic radiography and oncology
Industrial NDT
Nuclear decommissioning
In-line inspection
Mail, baggage and cargo inspection
Radiation portal monitoring
Oil well logging
Spectroscopy
Electron microscopy
Laser alignment and detection
Our Mission Statement
What we do
We use our technologies to convert invisible energy into visible light supporting medical and security applications, as well as a range of scientific research.
Why we do it
Our team is committed to contributing to a safer and healthier world, using our unique science and technology. We thrive on being an integral part of our customers’ successes.
How we do it
We are proud to have a long history of collaboration and diverse experience and knowledgeto develop processes and technologies that further our partnerships with customersand suppliers.
Our Core Values
Collaboration
We work together to succeed
Customer Focus
We focus on our customers, to enable our shared success
Innovation
Our curiosity fuels innovation
Purpose
We enable non-visible energies to be seen
Integrity
We bring integrity to every situation
Quality
At Scintacor, quality and safety always take priority
Contact Us
125 Cowley Road
Cambridge Commercial Park
Cambridge, CB4 0DL
United Kingdom

 Part of Tibidabo Scientific Industries
Part of Tibidabo Scientific Industries